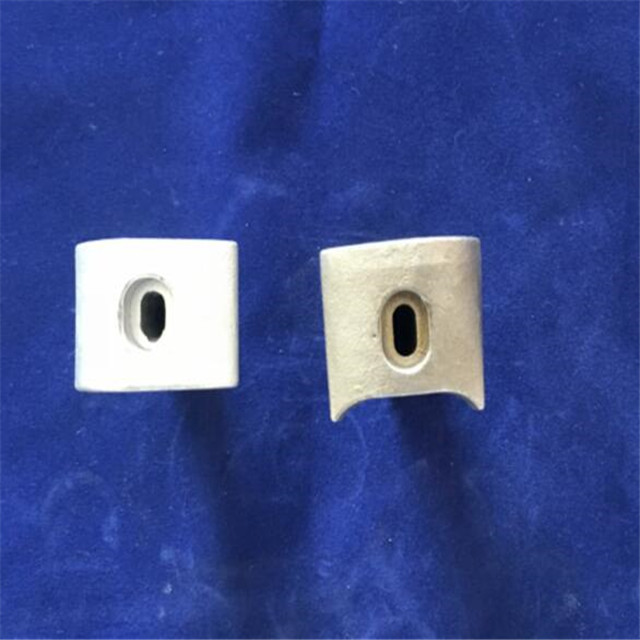
五金件精密铸件 |
 |
|
| 发布者:无锡市勇盛金属制品有限公司 发布时间:2020/8/16 11:22:50 点击次数:3739 关闭
|
|
 |
|
|
|
产品详情
|
当不锈钢精铸件在浇铸时应该注意以下几点:
1、在浇注初期,特别是在金属液刚接触泡沫塑料的瞬间,由于模样材料气化所产生的大量气体,当直浇口没充满或刚开始浇注时金属液的静压头小于聚苯乙烯分解产物的气体压力时,过快地浇注易使金属液飞溅。为了避免这种现象,在浇注开始阶段可采取先细流慢浇的方法,待浇注系统被金属液充满后,即可加大浇注速度越快越好,但以浇口杯为金属充满而不外溢为准则。在不锈钢铸件浇注的后期,当金属液达到模样的顶部或冒口根部时,就应略需收包,以保持金属平稳上升和不致使金属液冲出冒口。
2、尽可能选用底注包。底注包金属液的热损失小、压头大,浇注速度快,渣子浮在金属液上表面,浇注钢水比较干净。受设备条件限制,对一些要求不高或一般中小机床铸件亦可用转包浇注。
3、浇注过程不可中断。在不锈钢铸件浇注时,必须保持连续地注入金属液,直至铸型全部充满。否则,就易在停顿处造成铸件整个平面的冷隔缺陷。www.cnwxyszj.com
|
|
关于我们
|
|
无锡市勇盛金属制品有限公司
销售热线:13806173867
联系人:陆志勇 总经理
联系人:马小姐 助理
电话:0510-68916532
传真:0510-68916533
邮箱:lyzz@vip.163.com
邮箱:caochuantou@163.com
网址:http://www.wxyszj.cn
地址:无锡市梅村工业园区锡群路38号
|
|
在线订购
|
|
|
|
相关产品
|
|
|











.gif)
.gif)