�������� |
 |
|
| �����ߣ���������ʢ������Ʒ����˾ ����ʱ�䣺2020/8/16 10:14:21 ���������3302 �ر�
|
|
 |
|
|
|
��Ʒ����
|
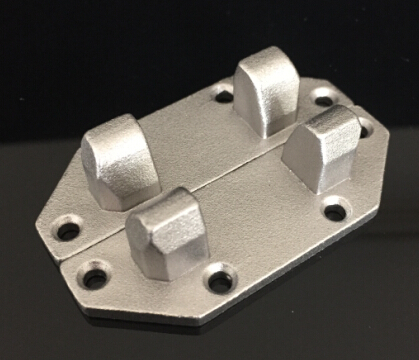
1 �����ݲ�ͬ��״�IJ�Ʒ��ģ�ߡ�ģ�߷����°�ģ��ʽ��ͨ�������� ��ϳ ��ʴ����� �ۺϹ�����ɡ�������״���ߴ����Ʒ���һ�¡���Ϊ��ģ��Ҫ���ڹ�ҵ��ѹ��ʹ�ã� ���ѡ���۵㲻�ߣ� Ӳ�Ȳ��ߡ� Ҫ��ϵ͡� �۸�ϱ��ˡ� ������������Ͻ������ģ�ߡ�
2 �� �������Ͻ�ģ�������������Ĺ�ҵ��ʵоģ�͡� �����������һֻ��ҵ��ʵоģ��ֻ�� ��Ӧ��һֻë����Ʒ��
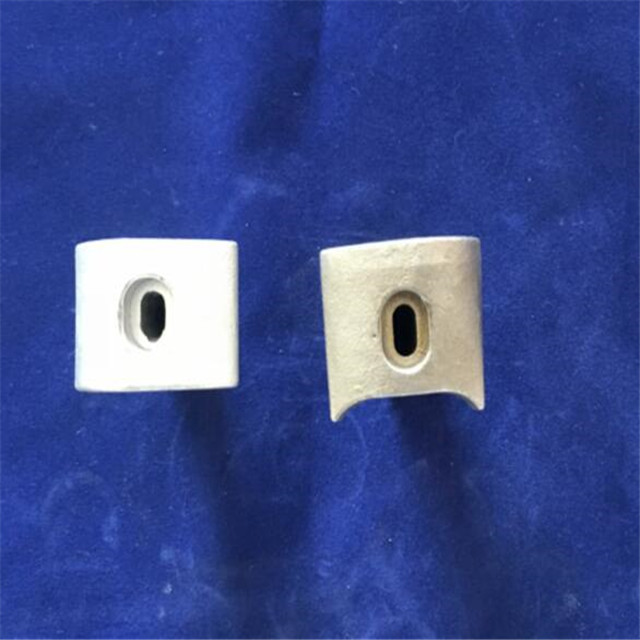
3 ������ģ�ܱ��������о��ޣ�ȥë�̺����һ��ģճ�ڣ��ֳ�������Ԥ�����õ� ģͷ�ϣ���ģͷҲ������ģ�������Ĺ�ҵ��ʵоģ�͡� �����κ���һ������
4 �� ���ѹ̶���ģͷ�ϵĶ����ģͿ�Ϲ�ҵ��ˮ��������ϵ�һ��ϸɰ ��һ���ͻ�ɰ�� �� �£�ͨ���õ��ǹ�ɳ�� ����ɰ������С����ϸ��������ȷ������ë�����澡���Ĺ⻬��
5 �����趨�����£�����£��������˵�һ��ϸɰ����ģ��Ȼ��ɣ�������Ӱ���ڲ���ģ�� ״�仯�� ��Ȼ��ɵ�ʱ��ȡ���ڲ�Ʒ�����ڲ��ĸ��ӳ̶ȣ� һ�㾫������һ�εķ��ʱ ���Լ�� 5 �� 8 Сʱ���ҡ�
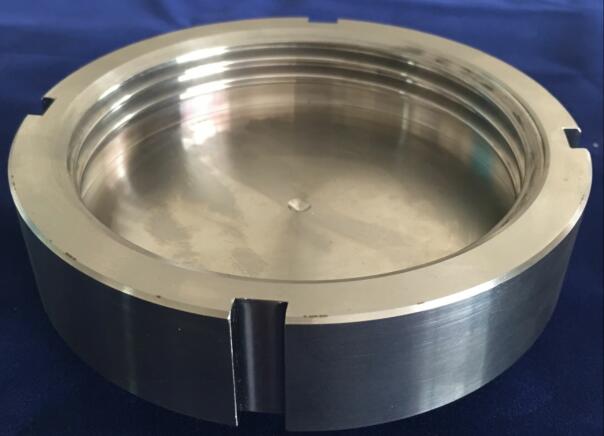
6 ����һ��ɰ���겢��Ȼ��ɺ�����ģ�ı�������Ϲ�ҵ��ˮ�����ܽ��� �������ϵڶ��� ɰ�� �ڶ���ɰ������СҪ��֮ǰ�ĵ�һ��ɰ���Ĵ� ���Ĵ֡� ����ڶ���ɰ��Ҳ������ ���ĺ���������ģ��Ȼ��ɡ�
7 ���ڶ���ɰ���겢��Ȼ��ɺ��������ƽ��е�������ɰ�����Ĵ���ɰ���������ɰ�ȹ� �� Ҫ�� - ���ݲ�Ʒ����Ҫ�� �����С�� ���ص���Ӧ������ɰ������ һ���������ɰ����Ϊ 3-7 �Ρ� - ÿ����ɰ��ɰ����С����һ���� ͨ����������ɰ������ǰ������ɰ���֣� ��ɵ� ʱ�䳤��Ҳ��һ����һ��һ����������ģ��ɰ����������Ϊ 3~4 �����ҡ�
8 �����������ɰ�������ģ�ں濾����ǰ���پ���Ϳ��һ���ɫ�Ĺ�ҵ�齺�����ܽ��� �� ����ճ��̻�ɰ�ͣ��Լ��ܷ���ģ���ã�Ϊ����濾����������ͬʱ�ں濾�� ��������ɰ�͵Ĵ��ԣ���������ɰ�㣬ȡ��ë����
9 ���濾���� ���̶���ģͷ�ϡ� �������ɰ��ɹ������ģ��������ܱյ�ר�ú�������� �������� ��ú�͵�����¯�� ����ҵ���۵㲻�ߣ��¶ȴ�Լ�� 150 �b���ң���ģ�����ܻ��γ��� ˮ���Ž��������� ������̼�Ϊ������ ����������ģֻ��һ�߿յ�ɰ�ǡ� ��������Ĺ� ����������߿յ�ɰ�ǡ� ��һ�����������Է���ʹ�ö�Σ�����Щ���������¹��ˣ��� �ɾ�������Ӱ��ë���������������磺����ɰ�ס���㣬ͬʱ����Ӱ�쾫����Ʒ�� �����ʣ��� www.cnwxyszj.com
|
|
��������
|
|
��������ʢ������Ʒ����˾
��������:13806173867
��ϵ��:½־�� �ܾ���
��ϵ��:��С�� ����
�绰:0510-68916532
����:0510-68916533
����:lyzz@vip.163.com
����:caochuantou@163.com
��ַ:http://www.wxyszj.cn
��ַ��������÷�幤ҵ����Ⱥ·38��
|
|
���߶���
|
|
|
|
��ز�Ʒ
|
|
|










.gif)
.gif)